How to Reduce Steam Loss in Chemical Plants
Steam systems in chemical plants are critical energy infrastructure that can account for 30-45% of total industrial fuel consumption, representing billions of dollars in annual operating costs. However, poorly maintained steam systems can waste 15-30% of generated steam through various loss mechanisms, creating substantial opportunities for energy and cost savings. This comprehensive analysis examines proven strategies for reducing steam loss, their implementation requirements, and economic benefits for chemical plant operations.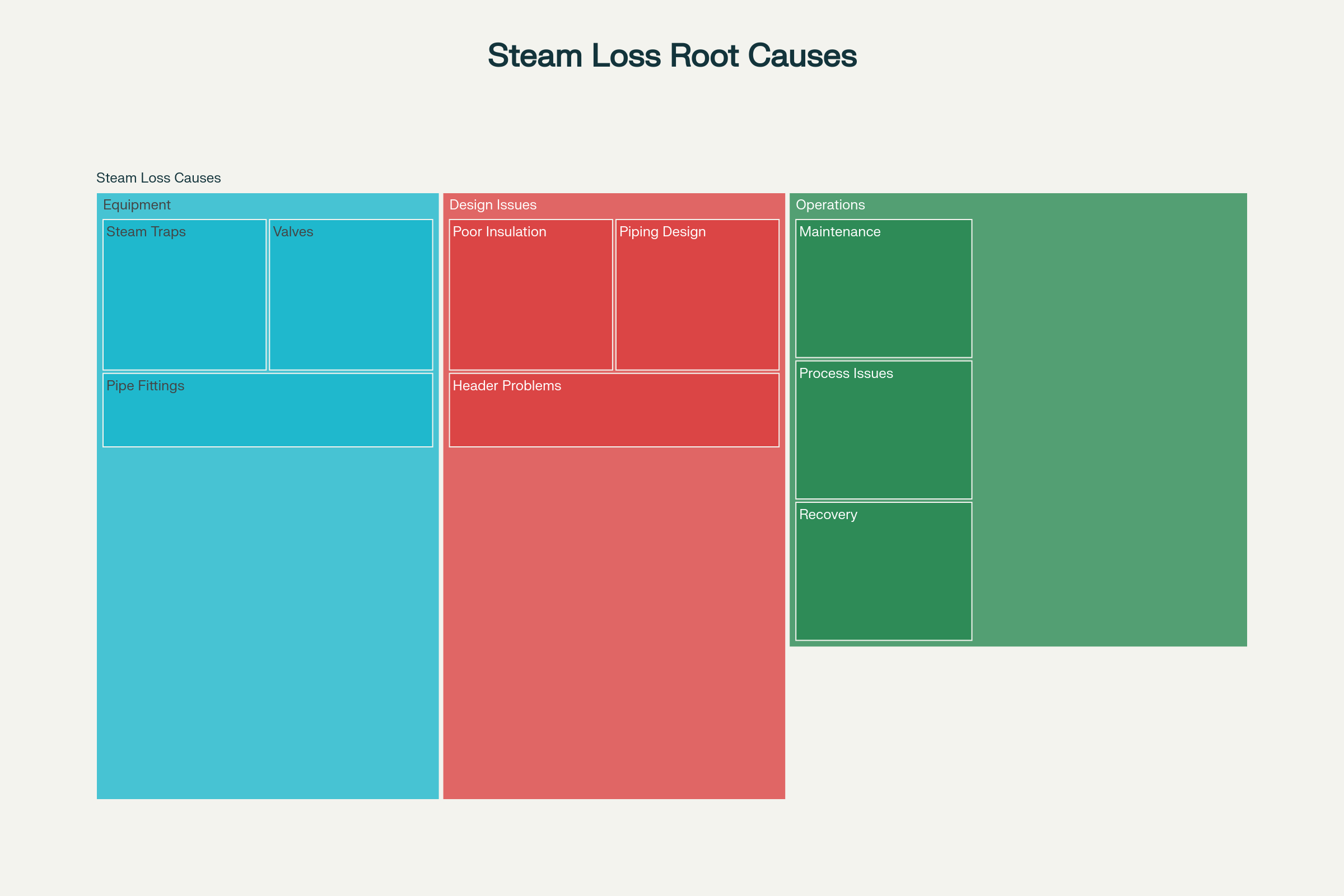
Major Causes of Steam Loss in Chemical Plants and Their Interconnected Relationships
Understanding Steam Loss Mechanisms
Equipment-Based Steam Losses
Failed steam traps represent the most significant source of controllable steam loss in chemical plants. In unmaintained systems, 15-30% of steam traps may fail, allowing live steam to escape directly into condensate return systems. A single failed 1/8-inch orifice trap on a 150 psig steam line can waste 75.8 lbs/hr of steam, translating to approximately $2,988 annually at typical steam costs. Industrial assessments consistently show that 5-10% of steam traps fail in regularly maintained systems, while this figure can reach catastrophic levels in neglected facilities.
Industrial steam trap station with multiple valves and pipes designed to reduce steam loss in chemical plants.
Valve leakage occurs through two primary mechanisms: external gland packing failures and internal seat leakage. External leaks from valve gland packing are visible and typically addressed quickly, but internal leaks—where steam escapes through valve seats while valves appear closed—are more insidious and difficult to detect without specialized equipment. These internal leaks can waste 2-8% of system steam and require ultrasonic testing or stethoscope monitoring for identification.
Pipe fitting failures result from thermal cycling, corrosion, and mechanical stress. Threaded connections are particularly vulnerable, as expansion and contraction cycles loosen joints and deteriorate gaskets. The carbonic acid naturally present in steam systems attacks threaded connections at their thinnest points, accelerating failure rates. Flanged connections, while more reliable, still experience gasket deterioration and bolt loosening under thermal stress.
System Design Deficiencies
Inadequate insulation creates massive heat losses that can reach 10-15% of steam energy content. Uninsulated steam pipes lose approximately 1,000-1,500 Btu/hr per linear foot depending on pipe size and operating conditions. The US Department of Energy reports that proper insulation can reduce energy losses by 90% while ensuring safe working conditions by maintaining pipe surface temperatures below 120°F.
Insulated steam pipes with lagging in an industrial chemical plant to reduce heat loss and improve energy efficiency.
Poor condensate recovery represents one of the largest missed opportunities in steam systems. Condensate contains 15-25% of the original steam energy in the form of sensible heat, and losing this resource forces boilers to work significantly harder. Chemical plants with inadequate condensate recovery systems typically lose $60,000-120,000 annually per MW of steam generation capacity.
Flash steam venting occurs when high-pressure condensate is released to lower pressure conditions, causing 8-14% of the condensate to flash into steam. This flash steam, if not recovered, represents a direct energy loss of $30,000-70,000 annually per MW of capacity. A properly designed flash steam recovery system can capture this energy for use in low-pressure applications.
Operational and Maintenance Issues
Water hammer damage creates cascading failures throughout steam systems. Inadequate drainage and poor steam trap maintenance allow condensate accumulation, which then accelerates at high velocity when steam flow resumes. This phenomenon can destroy piping, damage equipment, and create significant safety hazards while forcing premature replacement of system components.
Irregular maintenance practices allow small problems to compound into major failures. Plants without systematic steam trap testing programs experience failure rates 3-6 times higher than facilities with quarterly inspection schedules. High-pressure traps (>250 psig) require daily testing, while low-pressure systems (<30 psig) can be checked monthly or annually.
Proven Steam Loss Reduction Strategies
Steam Trap Management and Optimization
Implementing a comprehensive steam trap management program delivers 10-15% energy savings with relatively modest investment requirements. The Dow Chemical St. Charles facility achieved $1.9 million in annual savings with a 1.5-month payback period by systematically repairing failed steam traps and implementing permanent monitoring systems.
Trap selection optimization involves matching trap types to specific applications. Free Float traps provide superior performance compared to disc traps, which can leak 10 times more steam during normal operation. Thermodynamic traps require quarterly cleaning and maintenance but offer excellent reliability in mainline applications when properly maintained.
Strategic trap placement follows engineering best practices: every 30 meters along steam lines, at elevation changes, before process equipment, at dead ends, and alongside moisture separators. This systematic approach prevents condensate accumulation and ensures efficient steam quality delivery to process equipment.
Maintenance protocols must include regular testing using ultrasonic, temperature, visual, and electronic methods. High-pressure systems require weekly to monthly testing, while medium-pressure applications need monthly to quarterly inspections. Failed traps should be repaired immediately, as delays compound energy losses exponentially.
Thermal Insulation Upgrades
Modern insulation systems can achieve 5-10% energy savings by minimizing radiant and convective heat losses. Advanced materials include mineral wool for high-temperature applications, cellular glass for moisture resistance, and removable insulation jackets for equipment requiring regular maintenance access.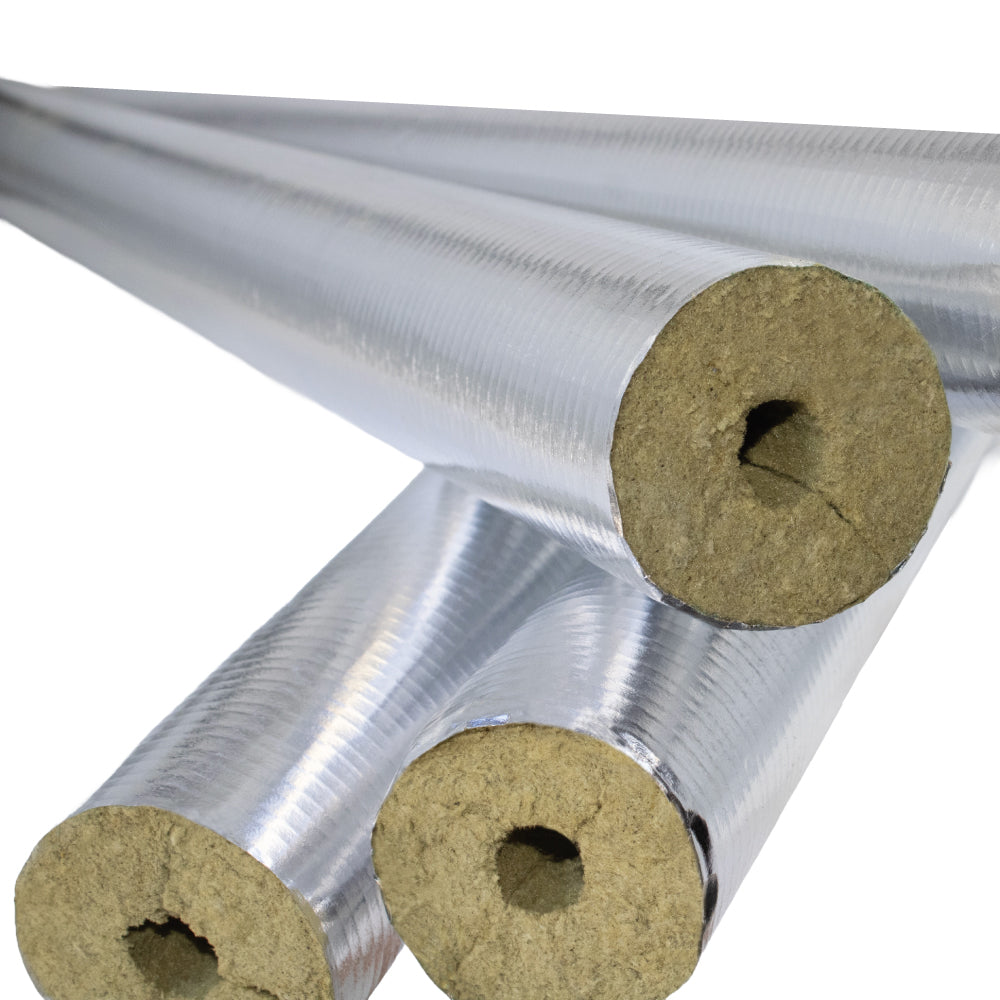
Reflective insulation wrapped around steam pipes to reduce heat loss in industrial applications.
Insulation system design must consider thermal conductivity, temperature resistance, moisture resistance, and maintenance accessibility. Steam pipes operating above 120°F require insulation to prevent personnel burns and reduce energy losses. The selection of insulation thickness follows ASHRAE 90.1 and International Energy Conservation Code guidelines, with economic thickness calculations balancing material costs against energy savings over the system lifecycle.
Installation best practices include proper measurement, appropriate fastening methods, comprehensive seam sealing, and protection from weather and physical damage. Regular inspection and maintenance prevent moisture ingress, which can reduce insulation effectiveness and promote corrosion under insulation (CUI).
Condensate and Flash Steam Recovery
Condensate recovery systems provide 15-20% energy savings by returning hot condensate to the boiler, reducing makeup water requirements and chemical treatment costs. Pressurized condensate recovery modules (PCRM) collect condensate under pressure and return it directly to boilers, retaining more heat than atmospheric systems.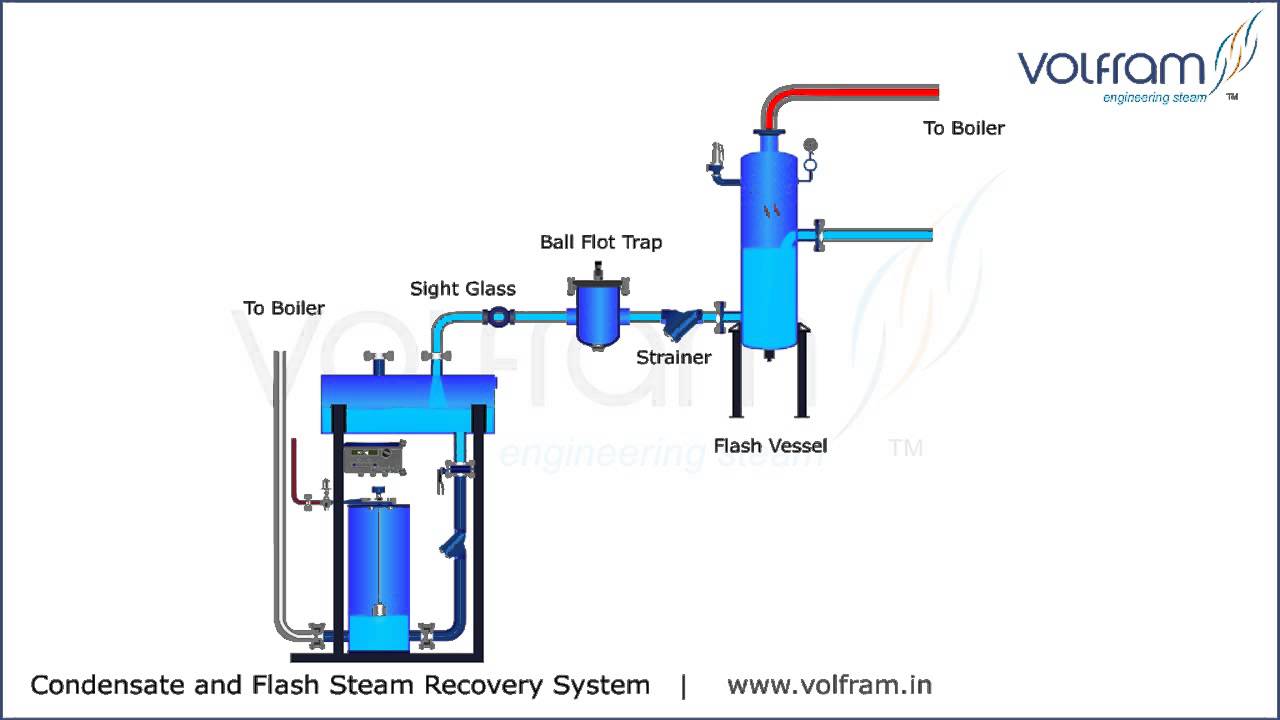
Diagram of a condensate and flash steam recovery system showing key components and flow paths to reduce steam loss in chemical plants.
Flash steam recovery captures the energy released when high-pressure condensate drops to lower pressure conditions. Flash vessels separate steam from condensate, allowing the recovered steam to serve low-pressure applications while returning hot condensate to the boiler system. A beverage plant in Malaysia achieved 100% flash steam recovery, resulting in 4.7% reduction in fuel consumption and 58% decrease in makeup water requirements, saving $133,610 annually.
Recovery system design requires proper vessel sizing, separation efficiency optimization, and integration with existing steam distribution networks. Vertical flash vessels provide superior steam-condensate separation compared to horizontal designs, with outlet velocities limited to 3,000 feet per minute to prevent condensate carry-over.
Leak Detection and Repair Programs
Systematic leak detection using thermal imaging, ultrasonic testing, and acoustic monitoring enables 3-5% immediate energy savings with minimal investment. These programs identify leaks before they become major failures, allowing planned maintenance rather than emergency repairs.
Thermal image showing a hot spot indicating an underground steam leak in a pipe, useful for detecting and reducing steam loss in chemical plants.
Repair methodologies range from temporary composite wraps to permanent system modifications. Advanced on-line repair techniques allow steam systems to remain operational during leak repair, minimizing production disruptions. For critical applications, engineered clamps and injection sealants provide immediate solutions while permanent repairs are planned.
Detection technology includes handheld infrared cameras for identifying heat signatures, ultrasonic devices for detecting high-frequency leak sounds, and acoustic equipment for pinpointing leak locations in complex piping systems. Regular thermal surveys should be conducted quarterly or semi-annually depending on system criticality and operating conditions.
Pressure Optimization and System Integration
Steam pressure optimization matches supply pressure to actual process requirements, eliminating excessive pressure drops and reducing system losses. Many processes operate effectively at lower pressures than originally designed, and reducing pressure increases steam latent heat content while decreasing leakage rates through valve seats and fittings.
Heat integration projects achieve 10-25% energy savings by maximizing heat recovery between processes. Pinch analysis methodology identifies optimal heat exchange opportunities, allowing waste heat from one process to serve another’s heating requirements. These projects require substantial engineering investment but deliver significant long-term savings.
System balancing ensures optimal steam distribution across multiple users and pressure levels. Proper header design with appropriate drainage, velocity control, and takeoff positioning prevents moisture entrainment and ensures consistent steam quality delivery.
Economic Analysis and Implementation Strategy
Financial Benefits and ROI Calculations
Steam loss reduction projects consistently deliver attractive financial returns. Steam trap replacement programs typically achieve payback periods of 6-18 months with annual savings of $180,000 per $150,000 investment.
Comprehensive insulation projects require higher initial investment but provide sustained 20+ year benefits with payback periods of 2-4 years.
The total cost of steam includes fuel costs, water treatment, labor, and maintenance expenses. Marginal steam costs—the incremental cost of producing additional steam—typically range from $3-8 per thousand pounds depending on plant configuration and fuel mix. Energy conservation projects should be evaluated using marginal costs rather than average costs to accurately reflect economic benefits.
Carbon footprint reduction adds value beyond direct energy savings. Steam loss reduction projects typically reduce CO2 emissions by 1,000-4,000 tons annually per project, supporting corporate sustainability goals and potentially qualifying for carbon credit revenues.
Implementation Roadmap
Phase 1: Assessment (4-6 weeks) establishes baseline performance through comprehensive steam system audits, thermal imaging surveys, steam trap assessments, and energy balance analysis. This phase requires minimal investment but provides essential data for prioritizing improvement opportunities.
Phase 2: Quick Wins (2-8 weeks) focuses on immediate opportunities: critical leak repairs, failed steam trap replacement, basic insulation repairs, and pressure optimization. These activities typically achieve 5-15% energy savings with payback periods under 12 months.
Phase 3: System Improvements (6-16 weeks) implements major infrastructure upgrades including condensate recovery systems, flash steam recovery, comprehensive insulation programs, and valve replacements. These projects require significant investment but deliver 10-25% total energy savings.
Phase 4: Advanced Solutions (8-20 weeks) incorporates heat integration projects, automated monitoring systems, process optimization, and advanced controls. While requiring substantial investment, these initiatives maximize long-term system efficiency and provide platform for ongoing optimization.
Phase 5: Monitoring & Optimization (Ongoing) establishes continuous monitoring, performance benchmarking, preventive maintenance programs, and regular efficiency reviews to sustain achieved improvements and identify additional opportunities.
Measurement and Monitoring Systems
Key Performance Indicators
Fuel-to-steam ratio measures the quantity of fuel required per unit of steam generated, capturing both boiler efficiency and condensate recovery effectiveness. This metric reflects changes in feedwater temperature, heat recovery efficiency, and overall system performance.
Steam consumption per unit of product tracks process efficiency and identifies waste steam usage patterns. This metric requires adjustment for product mix variations but provides excellent insight into process optimization opportunities.
System performance indicators include boiler efficiency percentages, condensate recovery rates, steam trap failure percentages, and energy consumption per production unit. These metrics enable benchmarking against industry standards and tracking improvement progress over time.[40][41][42]
Advanced Monitoring Technologies
Automated steam trap monitoring using wireless acoustic transmitters and software analysis provides real-time trap condition assessment. These systems eliminate manual survey requirements while providing immediate failure notification and energy loss quantification.

Thermal imaging programs using handheld or permanently installed infrared cameras enable routine leak detection and system performance monitoring.
Handheld infrared thermal imager used to detect heat patterns and identify leaks in industrial settings, aiding in steam loss reduction.
Regular thermal surveys identify developing problems before they become major failures, enabling proactive maintenance.
Flow measurement systems using vortex meters, orifice plates, and ultrasonic devices provide accurate steam consumption data for individual processes and system components. This data enables precise energy allocation and optimization targeting.
Best Practices and Recommendations
Design Standards and Guidelines
Piping system design should minimize threaded connections in favor of welded joints or mechanical fittings that accommodate thermal expansion. Expansion joints, proper support spacing, and adequate drainage prevent stress-related failures and water hammer damage.
Steam header configuration requires proper sizing for maximum flow capacity, velocity control for moisture separation, strategic drainage placement, and appropriate takeoff design. Headers should maintain velocities below 15 m/s under full-load conditions to ensure effective steam-condensate separation.
Insulation specifications must consider operating temperatures, environmental conditions, maintenance requirements, and economic optimization. All surfaces above 120°F require insulation, with thickness determined by economic analysis balancing energy savings against material costs.
Maintenance Excellence
Preventive maintenance programs should include regular inspection schedules based on system pressure and criticality, immediate repair protocols for identified problems, and systematic replacement of aging components before failure. High-pressure systems require more frequent attention, with daily checks for critical applications.
Training and competency development ensures maintenance personnel understand steam system principles, proper testing techniques, safety requirements, and repair methodologies. Regular training updates on new technologies and best practices maintain program effectiveness.
Documentation and record keeping enables trend analysis, failure pattern identification, and maintenance optimization. Comprehensive records support warranty claims, regulatory compliance, and continuous improvement initiatives.
Conclusion
Reducing steam loss in chemical plants requires systematic approaches addressing equipment failures, system design deficiencies, and operational practices. The most effective programs combine immediate quick wins with long-term strategic improvements, delivering total energy savings of 20-35% with payback periods typically under 3 years.
Priority recommendations include implementing comprehensive steam trap management programs, upgrading thermal insulation systems, installing condensate and flash steam recovery equipment, and establishing systematic leak detection and repair protocols. These initiatives consistently demonstrate strong financial returns while improving plant safety, reliability, and environmental performance.
Success factors include management commitment to sustained investment, systematic measurement and monitoring programs, comprehensive maintenance protocols, and ongoing training and competency development. Plants achieving best-in-class performance combine technical excellence with organizational commitment to continuous improvement, resulting in sustained competitive advantages through superior energy efficiency.
The economic and environmental benefits of steam loss reduction make these investments essential for competitive chemical plant operations. With proper planning, implementation, and maintenance, plants can achieve world-class steam system efficiency while reducing operating costs, improving safety, and supporting corporate sustainability objectives.

